
High-Quality Coated Sand Production Line
Qingdao Ding Li Machinery Co., Ltd.- Type:Clay Wet Sand
- Casting Method:Thermal Gravity Casting
- Sand Core Type:Oil Sand Core
- Application:Machinery Parts
- Machining:CNC Machining
- Material:Steel
Base Info
- Surface Treatment:Polishing
- Surface Roughness:Ra0.05
- Standard:GB
- Certification:CE, RoHS, ISO 9001:2000, ISO 9001:2008
- Transport Package:Custom
- Trademark:dingli
- Origin:China
- Production Capacity:50
Description
Basic Info.
Surface Treatment Polishing Surface Roughness Ra0.05 Standard GB Certification CE, RoHS, ISO 9001:2000, ISO 9001:2008 Transport Package Custom Trademark dingli Origin China Production Capacity 50Product Description


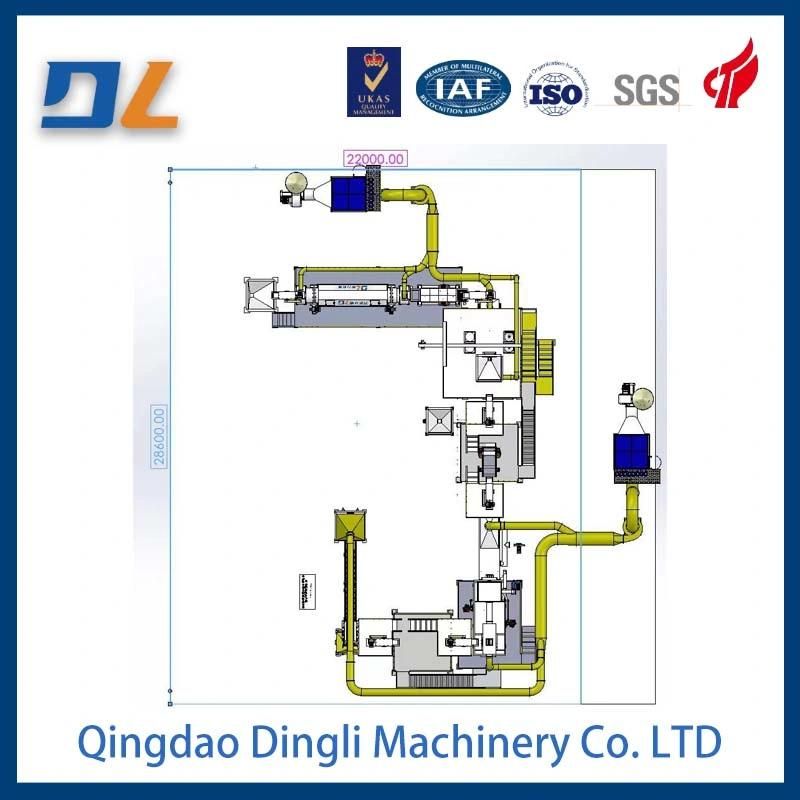
Film mulching process:
A detailed description of the automatic technology and equipment for film covering sand is made in detail. The production line of the film coated sand is first made by three sand silos for the original sand No. 1 bucket 2 bucket and 3 iron sand bucket at the bottom of the three mouths designed for three pneumatic switches. It is a little far away from the electron, so the spiral feeder is used to put the iron sand into the electron, and the raw sand and the iron sand are quickly added to the roller reheating furnace after the electronic proportioning is added to the roller reheating furnace. The sand of the roller reheating furnace is joined by 2min30s, and the suitable heating temperature goes to the mixed sand. In the machine, the process of sand unloading requires 20S, the roller is in the reverse state, when the roller is unloaded, the roller is stopped from the reversal state to the turn, then second is heated and the sand under the sand mixer begins to add resin. The resin electronics calls the reserve fighting valve open, and then closed, the tree is closed. The tree is closed and the tree is closed after closing. The two resin reserve hopper above the fat (without a ratio with a resin bucket is also possible) to be added to the resin required by the electronically called internal phase by the spiral feeder. After the resin is weighed, the spiral feeder stops, the resin electronic call door is opened, and the signal is put into the weighing reserve bucket to wait for the next signal, after mixing 50-70S. At this time, the signal is transferred to the metering pump (time measurement) to add a certain amount, and then mixed with calcium powder after mixing 40-60S. After receiving the signal, the calcium powder is turned on the reserve fighting pneumatic door above the mixer, then closed, and the spiral feed is added to the calcium powder reserve bucket (time measurement) to wait for the next addition. Enter. 5S rear bottom air blower is unloaded after 10-30s, and after unloading (15s), the pneumatic door of the mixer is closed. In this analogy, we can write a relative procedure according to the technology required by your company.
Cooling part
After the sand mixer is unloaded, the coated sand is broken through the vibrating crushing screen and then into the first cooling after the hoist, then the vibration boiling and cooling, then the second channel cooling, the lengthening of the water cooling roller, and the hoist to the storage silo after the hoist is hoisted.